脱炭素社会の実現
基本的な考え方
世界が直面している最も重要な社会課題の一つが「気候変動」です。自然災害の増加に食料問題、渇水問題など国の安全保障にも影響を与える深刻な問題となっています。企業には気候変動に対する緩和と適応の取り組みの強化が求められています。
アマダグループは、すべてのステークホルダーと地球規模の環境を大切にすることを経営理念とし、エコなモノづくりでお客さまと社会、そして世界とつながる企業を目指すことを環境宣言とし、脱炭素社会の実現をマテリアリティ(重要社会課題)としています。IPCCなどの科学的知見やパリ協定との国際的な合意を尊重し、目標を達成に向けたGHG(温室効果ガス)排出量の削減を実施しています。2030年、2040年、2050年に向けたスコープ1&2およびスコープ3の削減目標を設定し、スコープ1&2では省エネ活動と再エネ活用による削減、スコープ3ではサプライチェーンの排出量の可視化とアマダエコプロダクツ開発拡販による削減をグループ一丸となって取り組んでいます。
気候変動による財務的な影響については、下記ページをご覧ください。
商品の企画・開発・調達
商品の企画・開発・調達段階では、その環境性についても明確な目標を設定し、開発の各ステップで評価を実施して、業界トップクラスの環境性能を有する商品のリリースを推進しています。
商品の製造
アマダグループは事業所・工場のCO₂排出量削減(Scope1+2)を目指し、照明などの省電力化、高効率な空調設備への更新、各工程の生産効率改善、省エネ対策などによりエネルギー消費量を削減しています。また再生可能エネルギーについては、国内・海外の一部のみでの導入から、対象を拡げて計画的に再生可能エネルギー、グリーン電力導入の取り組みを進めています。
クリーンファクトリー

地球温暖化防止のための省エネルギー・CO₂排出量削減や、廃棄物の削減、工場で使用する揮発性有機化合物(VOC)の削減などをあわせて推進し、生産活動によって生じる環境負荷を低減、環境に配慮した工場をクリーンファクトリーと呼んでいます。富士宮の第4工場は世界最大級のレーザマシン組立工場ですが、クリーンファクトリーと呼ぶにふさわしい工場になっています。
再生可能エネルギーの導入

アマダグループは、生産拠点における再生可能エネルギーの活用を推進しています。国内の主要事業所・工場7拠点には、段階的に太陽光パネルを設置し、再生可能エネルギー導入を進めてきました。さらに、2022年度には国内で使用する拠点の全電力を、自然由来の再生可能エネルギーとなる非化石証書を調達し、実質再生可能エネルギー100%としました。
海外拠点においては、ドイツ・ハーンにあるソリューションセンターでは、2009年から地中熱を利用したヒートポンプを使用しています。地下130mに設置した52カ所の地中熱交換機により空調に必要なエネルギーの80%(年間)をまかない、CO₂排出量を40%削減しています。また、アマダイタリア、天田 (連雲港) 机床有限公司、AMADA AUTOMATION EUROPEなどで太陽光発電設備を設置しています。各拠点での取り組みに加えて、2023年度には、全拠点の事業活動で使用する電力を100%再生可能エネルギーにすることを目指す、国際的な環境イニシアティブである「RE100」に加盟しました。今後もアマダグループはたゆまぬ省エネ実現に加えて、より質の高い再生可能エネルギー施策を進めていきます。
再生可能エネルギーの導入実績は、下記ページをご覧ください。
各事業所の取り組み事例
伊勢原事業所
Amada Global Innovation Center
既存の「ソリューションセンター」を全面刷新し、イノベーション創造拠点 「Amada Global Innovation Center」(AGIC)を2023年2月にオープンしました。
最新の空調設備や照明を導入し省エネ化と太陽光発電による再生エネルギーの活用でCO₂発生量を従来比で年間700t削減します。

- 電気式空冷ヒートポンプチラー 空調システム
- 空調設備を従来のガス吸収式冷温水機システムから、モジュール型高効率タイプの電気式空冷ヒートポンプチラーシステム(※低GWPモジュールチラー)へ更新しました。ガスから電気への切換え、大温度差小流量化、負荷に応じたインバーター変流量ポンプ採用により、更新前比でCO₂を60%削減(▲126t-CO₂/年)します。
- 地球温暖化係数(GWP)が従来冷媒R410A に比べ約68%の低い低温暖化冷媒R32を採用。地球温暖化への影響を大幅に抑制します。

- 太陽光発電による創エネ
- 容量255kWの太陽光パネルを設置し、年間220MWh(既存電力使用量の10%)を発電することによって、CO₂排出量を年間100t削減します。
- 展示エリア センシング空調
- PVAV(Powered Variable Air Volume)システムによる変風量空調でファン動力を削減。更新前比でCO₂を20%削減します。(▲11t-CO₂/年)
ワイヤレスサーモを居住域に設置し、更にセンシングによる人数カウントで外気量を調整することにより、展示室熱負荷に対してCO₂を6%削減(▲6t-CO₂/年)します。
アマダ・テクニカルエデュケーションセンター(ATEC)

アマダ・テクニカルエデュケーションセンター(ATEC)は、「お客さま工場の未来を描ける次世代型エンジニアの教育の場」をコンセプトとした、総合トレーニング施設で、2024年10月に開設しました。
AGICと同様のヒートポンプチラーシステムを配備し、容量200kWの太陽光発電システムも設置しています。
AMADA FORUM

- 環境配慮型設備への更新
- 2022年に空調システムを廃熱投入型ガス吸収式冷温水機に更新し、モジュール型高効率タイプの電気式空冷ヒートポンプチラーシステム(低GWPモジュールチラー)や負荷に応じたインバーター変流量ポンプを導入しました。
また、廃熱投入型温水ボイラを設置し空調(暖房)と給湯を併用しました。
さらに、マイクロコージェネ※でデマンド対策と廃熱(温水)を冷温水発生機とボイラへ供給することによってそれぞれのガス使用量を低減しました。これらの設備更新によってCO₂排出量を40%削減します。(▲258t-CO₂/年)
なお、地球温暖化係数(GWP)が従来の冷媒R410Aに比べ約68%の低い低温暖化冷媒R32を採用することにより、地球温暖化への影響を大幅に抑制しました。- マイクロコージェネは災害時(停電時)にBCP対応し、帰宅困難者一時滞在施設として電力の確保(電灯・コンセント・ネットワーク・換気等)が可能です。
グループ会社棟

- 空調機器 更新
- グループ会社棟の事務所改修工事に合わせ空調システムを従来のガス吸収式冷温水発生機を熱源としたシステムからCO₂排出量の少ないビル用マルチパッケージエアコンに変更しました。
これにより従来比で約1.4倍の熱容量を得ながら、グループ会社棟の空調での年間CO₂排出量を54%削減(▲72t-CO₂/年)しました。
エコ・アイス

割安な夜間電力を利用して夜の間に氷を蓄熱層に蓄えるシステムで、伊勢原事業所では3カ所に設置しています。夜つくった氷を昼間の冷房に役立てることで電力使用量の削減と昼間のピーク電力カットに寄与しています。
継続的な取り組みを評価され、2010年には「第13回蓄熱のつどい」において、「ヒートポンプ・蓄熱導入活用賞」を受賞しました。
防災エネルギーセンター

アマダグループのBCP対策の中核を担う新施設、防災エネルギーセンターが2017年9月に竣工しました。
この施設は有事の事業継続に備え、通信サーバーや電力設備を集約させたほか、社員や周辺地域の方など600人が3日間生活できる避難施設も備えています。また震度6強の地震にも耐えられるよう、耐震性能も大幅に高めているほか、事業継続に必要不可欠な電力・飲料水・熱を各建屋に供給します。

- 太陽光発電
- 屋上には太陽光発電装置を備えています。太陽光パネルは144枚で構成されており、最大で33kWhの発電が可能です。日中の防災エネルギーセンターの使用電力分を賄います。

- マイクロコージェネ発電機
- 施設内に35kW×8台のマイクロコージェネ発電機を備えており、伊勢原事業所内の電力を創出するほか、排熱を空調に利用しています。この設備は災害時に事業所内の電力供給を担います。

- BCPに配慮した給排水システム
- 平常時、井水ろ過装置により飲料水を生成します。緊急時は非常用電源にて稼働し、防災エネルギーセンター、本社棟などに飲料水を供給します。災害時のトイレ排水は地下ピットにある緊急排水槽へ溜めることができ、600人が3日間トイレを使用できます。
富士宮事業所

- NAS電池
- NAS(ナトリウム / イオウ)電池設備は、夜間に電力を蓄電して昼間の電力に利用するシステムです。NAS電池は、国の定める「電力負荷平準化対策推進事業」の対象とされています。

- 蓄熱システム(ターボ冷凍機)
- 夜間電力でターボ冷凍機を運転し、蓄熱槽に冷水を蓄えます。その冷水を昼間の生産工程で使用しています。
「冷水夜間蓄熱設備」等の蓄熱システムの規模が1,000m³と大きく、CO₂の削減に貢献していることから、財団法人ヒートポンプ・蓄熱センターより感謝状をいただきました。
小野工場

小野工場は、アマダグループのなかでも早期に、空調用熱電機器の省エネ化や、再生可能エネルギーの導入を実施しています。
土岐事業所

土岐事業所は、アマダグループのなかでもいちはやく省エネ対策を実施しております。テクニカルセンターで消費するエネルギーは、太陽光発電などの自然エネルギー(創エネ)でまかなっており、照明のオールLED化など省エネの取り組み効果も合わせ、ゼロ・カーボンを実現しています。
この取り組みに対し、空気調和・衛生工学会より「第27回 振興賞技術振興賞」を受賞しました。

- 太陽光発電
- テクニカルセンター棟、工場棟の屋根に設置した太陽光パネルが「創」電をしています。2026年1月よりオンサイトPPAモデルを導入し、従来の300kWの太陽光発電設備に加えて新たに1,875kW(計2,175kW)を増設しました。
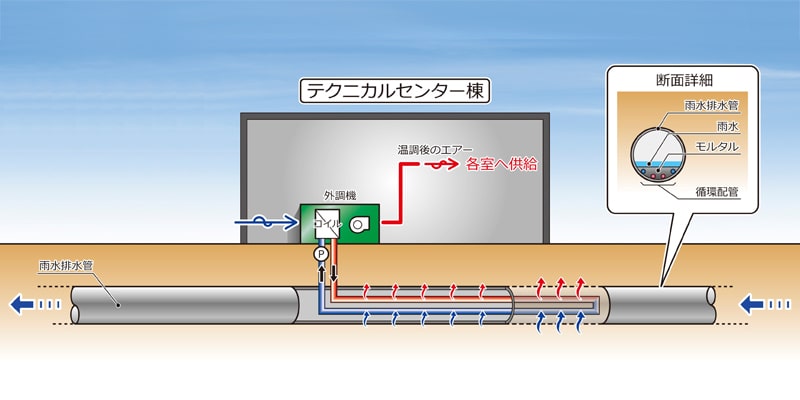
- 地熱利用システム
- 構内の雨水排水管内に循環配管を敷設することにより、1年を通して温度が安定した地熱を利用し、空調機の熱交換に利用しています。
- 画像をクリックすると拡大します。
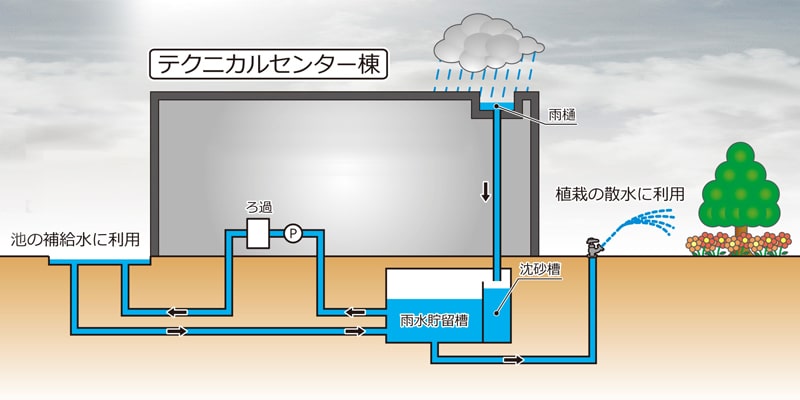
- 雨水利用システム
- 屋根に降った雨を貯留し、池の補給水および植裁の散水に利用しています。
- 画像をクリックすると拡大します。
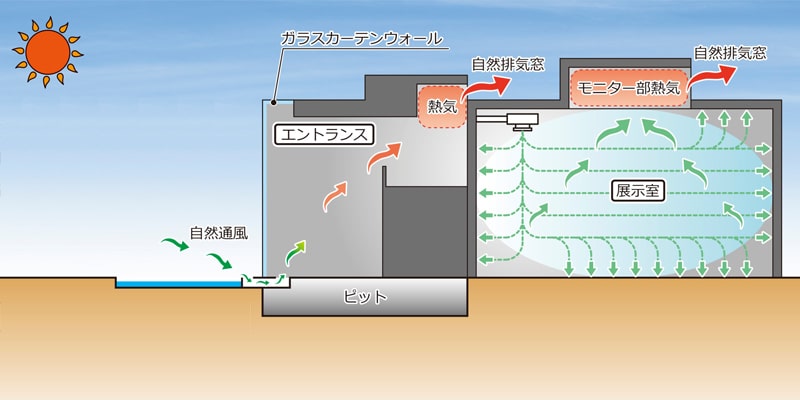
- 自然通風システム
- エントランスは、吹き抜けの煙突効果を利用した自然通風を行っています。展示場を加圧状態にすることで、自然排気窓から熱気を抜いています。
- 画像をクリックすると拡大します。
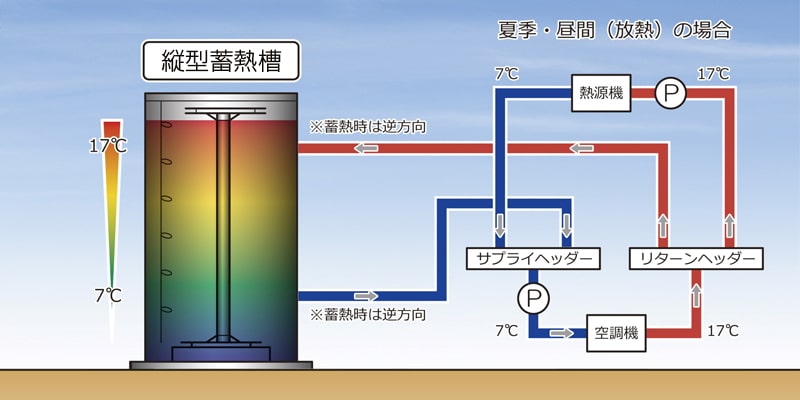
- 蓄熱槽
- エネルギー棟の縦型蓄熱槽に、深夜電力で冷温水を貯留し、昼間工場の空調に利用しています。
- 画像をクリックすると拡大します。
- 組立工数の削減による消費電力量抑制
- 土岐事業所の土岐組立製造部では、組立工数の削減により消費電力量を抑制し、CO₂排出量を削減する取り組みを実施しています。レーザ周辺装置「ASFH3015G」の製造工程では、治具を製作・使用することで、レールのワンタッチ位置決めを可能にし、1台あたり0.5時間の工数を削減。この他にも172項目の組立改善を実施し、CO₂排出量の削減を図りました。
伊勢原鈴川事業所(アマダプレスシステム)

- 太陽光発電による創エネ
- プレス周辺装置の製造拠点である伊勢原鈴川事業所は、2024年5月に増改築しました。
S2工場には容量90kWの太陽光パネルを設置し、年間96MWh(既存電力使用量の41.6%)を発電することによって、CO2排出量を年間37t削減し、環境に配慮した工場運営を開始しました。
福島工場(アマダオートメーションシステムズ)

- モジュールMARS生産システム
- 福島工場では、従来の周辺装置生産では、お客さまニーズ(短納期、カスタマイズ仕様、納入月)に対応するため生産負荷の波が大きく、資材のムダ、エネルギーのムダ、工数のムダ、そして過剰残業が発生していました。そこで、お客さまのニーズを考慮し、生産負荷の平準化とリードタイムを短縮(工数削減、JIT化)するためにモジュールMARS(自動倉庫)を設置、モジュール生産体制を構築しました。
- 太陽光発電
- 2026年6月よりオンサイトPPAモデルを導入し、従来の60kWの太陽光発電設備に加えて新たに674kW(計734kW)を増設 しました。
アマダ・ソリューションセンター in Haan(ドイツ)


- 地中熱の利用
- 地中熱ヒートポンプ(GHP)の活用により、年間の冷暖房にかかるエネルギーの80%程度をまかなっているため、CO₂の発生量は、通常のシステムに比べて40%も削減しています。
空調の吹き出しダクトを床に取り付けることで、空調効率を改善しています。
アマダオートメーションヨーロッパ本社・工場

欧州における自動化装置の製造拠点、アマダオートメーションヨーロッパでは、スコープ1+2の範囲内でカーボンニュートラルに積極的に取り組んでいます。2019年度にCO₂排出量の75%を占めていた電力は、2023年度にすべて再生可能エネルギーに切り替えました。その他のエネルギーについても、バイオガスや廃熱を利用した様々な取り組みを実施。その結果、CO₂排出量は2019年度の400t-CO₂から94%削減されました。アマダオートメーションヨーロッパは、残るCO₂排出量についても今後対策を実施し、アマダグループの製造拠点ではじめてカーボンニュートラルを達成しました。

- 新塗装ラインにバイオガスを導入
- 2023年秋からは、新塗装ラインの乾燥炉にバイオガスを導入。同時に、乾燥炉の余熱を給湯暖房システムに再利用する熱回収ポンプも設置しました。

- 乾燥炉
- 乾燥炉にはバイオガスバーナーを導入しています。

- コンプレッサーから余熱を利用する熱回収システムを設置
- さらに、拡張工事の一環として、コンプレッサーの余熱を工場の暖房に再利用する熱回収システムを導入しています。
商品の輸送・梱包
バイオマス素材を使用した刃先ガードの採用

小野工場ではバンドソーの刃先保護として使われている一部のガードにバイオマスキャップを採用しました。米ぬかを原料としたバイオマスを配合し、ポリエチレン使用量を低減したことで製造、成形、焼却によるCO₂排出量を16.5%削減しました。