34th Precision Sheet Metal Technology Fair
Welding fabrication (15 entries)
- TOP
- Welding fabrication
Titanium exhaust system (Welding304)




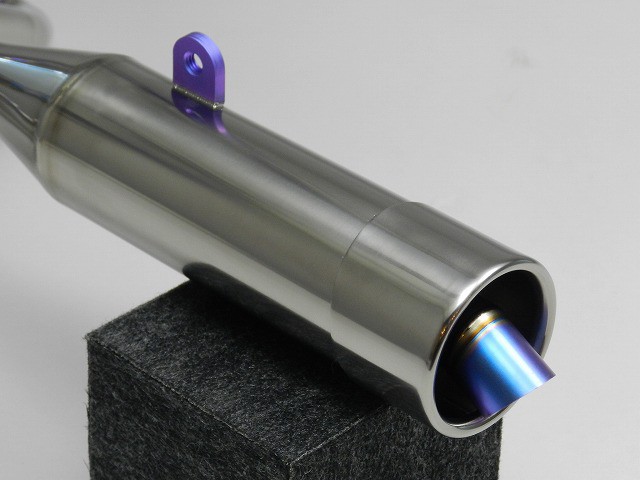
Welding304
Minister of Health,Labour and Welfare Award
Titanium exhaust system
Shinba Iron Works Corporation (Shizuoka Pref. Japan)
-
・Size: W440 x D550 x H440 mm
-
・Accuracy: ± - mm
-
・Programming time: - min
-
・Processing time: - min/quantity
-
・Quantity: -
-
・Material: TTP340W
-
・Thickness: 1.0 mm
-
・Type: Original work
Process
2D/3D設計
CAD/CAM
曲げ
レーザ加工
表面処理
溶接
Strengths
「ビードの仕上がりを表面処理等で誤魔化さない製品を作る」というテーマを掲げロボットを使用する事なくフルハンドでの制作を行いました。
着色部は陽極酸化処理を施しています。陽極酸化部は溶接する事で色が抜けてしまいます。仕上がりを美しくする為には熱を極力かけずに溶融部分を極力小さくする必要性がありました。その為、全てのビード幅が均一に細くなるように条件をかなり低く絞り溶接を行っています。条件を低く設定しながら均一のビード幅を維持する為にはタングステンと母材の距離を常に一定にする必要があり、距離が離れてしまった場合などはアークが安定せず、ビードが蛇行した様になったり鱗模様が揃わなかったりして、誤魔化しが利かない箇所となっています。
螺旋状にPIPEが絡む様な構造の為に組立が進むごとにトーチの取り回しが厳しくなり難易度も上がっていきますが、トーチ操作を駆使し片側52部品で構成されているエビ管PIPEの溶接は全て1パスで溶接してあります。
二輪車用EXHでの陽極酸化後のエビ管はインターネット上を探しても見つけられない程新しい試みです。
着色部は陽極酸化処理を施しています。陽極酸化部は溶接する事で色が抜けてしまいます。仕上がりを美しくする為には熱を極力かけずに溶融部分を極力小さくする必要性がありました。その為、全てのビード幅が均一に細くなるように条件をかなり低く絞り溶接を行っています。条件を低く設定しながら均一のビード幅を維持する為にはタングステンと母材の距離を常に一定にする必要があり、距離が離れてしまった場合などはアークが安定せず、ビードが蛇行した様になったり鱗模様が揃わなかったりして、誤魔化しが利かない箇所となっています。
螺旋状にPIPEが絡む様な構造の為に組立が進むごとにトーチの取り回しが厳しくなり難易度も上がっていきますが、トーチ操作を駆使し片側52部品で構成されているエビ管PIPEの溶接は全て1パスで溶接してあります。
二輪車用EXHでの陽極酸化後のエビ管はインターネット上を探しても見つけられない程新しい試みです。