37th Precision Sheet Metal Technology Fair
Student's fabrication (16 entries)
- TOP
- Student's fabrication
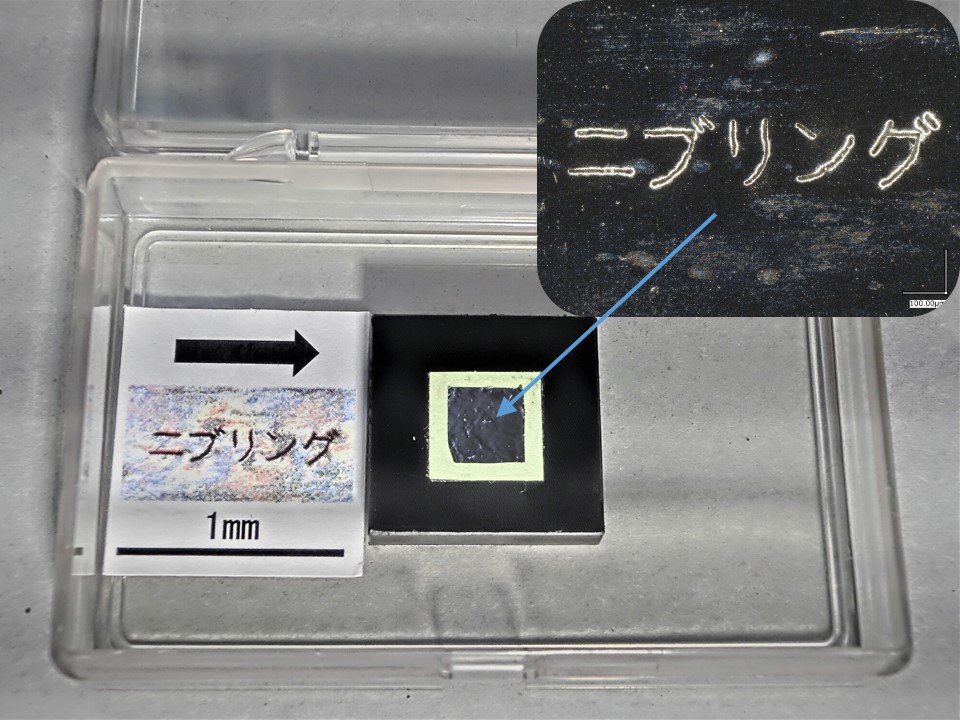
Ultra-fine nibbling process (Students510)



Students510
Encouragement Award
Ultra-fine nibbling process
Kyoto Institute of Technology (Kyoto, Japan)
-
・Size: W0.9 x D0.2 x H0.003 mm
-
・Accuracy: ± 0.001 mm
・Programming time: 300 min
-
・Processing time: 90 min/quantity
・Quantity: 1
-
・Material: Stainless steel (SUS304)
-
・Thickness: 0.003 mm
-
・Type: -
Process
放電加工によるパンチ製作
CAD/CAM
Programming
Punching
Strengths
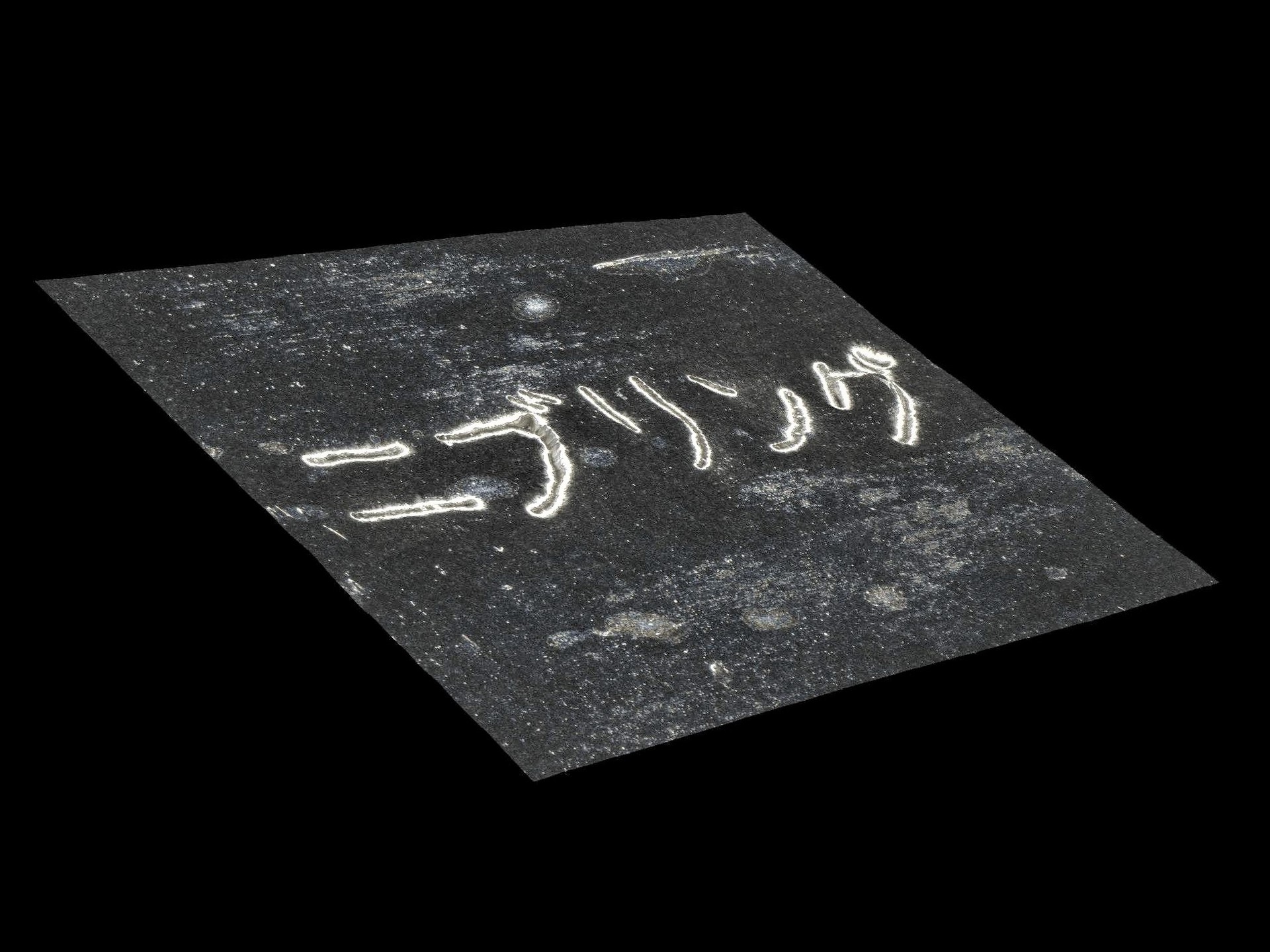
Reasons for choosing the theme: 超微細寸法のニブリング(追い抜き)加工が可能であることを示すため,金属箔に極小の文字列を加工することを試みました.
Reasons for choosing the material: 延性の高い材料は打抜きが容易ですが,穴形状が良くありませんでした.そこでステンレス鋼(SUS304)を選択しました.
Most important points: ニブリング加工は前に打抜かれた穴と次に打抜く穴が重なり,良好な穴形状にならない場合がありました.そこでパンチ送り速度やパンチストロークを工夫しました.
Most difficult points: まず放電加工による極小径のパンチの製作から始まるのですが,直径0.01mm以下のパンチの成形に苦労しました.また,そのパンチが折れないようなニブリング加工条件を求めることも時間がかかりました.
What I noticed when actually processed it from the drawing: 顕微鏡で観察しないと出来上がりが確認できないのですが,顕微鏡でみると加工前に想定していた以上にはっきり文字が加工されていることがわかりました.