第37回優秀板金製品技能フェア
学生作品の部 全16作品



学生510
奨励賞(学生)
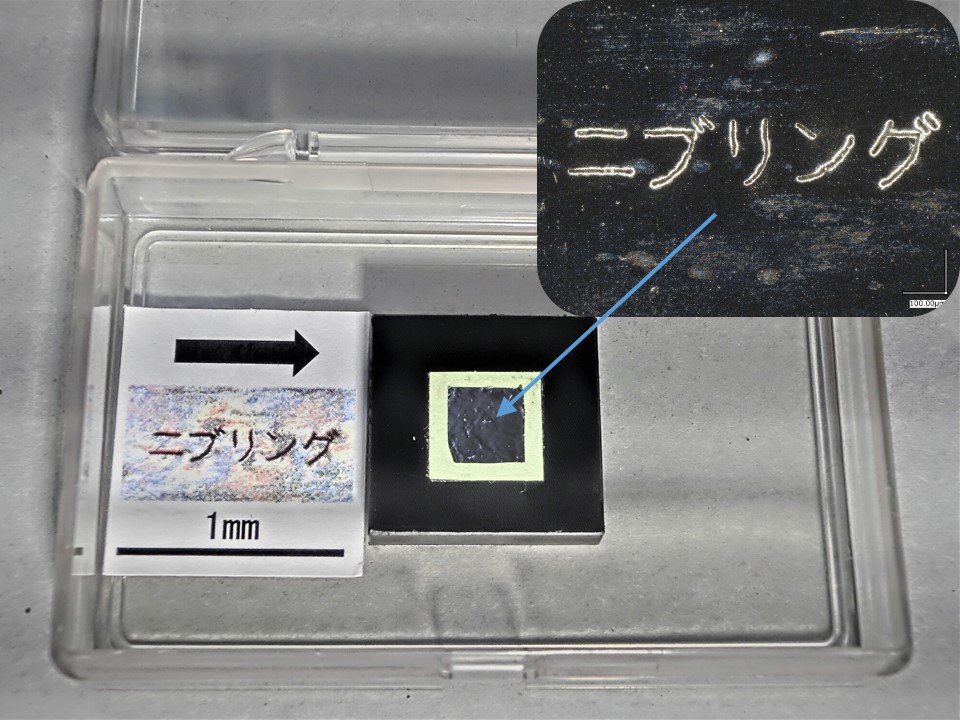
超微細ニブリング(追い抜き)加工
京都工芸繊維大学 (京都府)
-
・サイズ: W0.9 × D0.2 × H0.003 mm
-
・精度: ± 0.001 mm
・プログラム時間: 300 分
-
・加工時間: 90 分/個
・加工数量: 1 個
-
・材質: ステンレス(SUS304)
-
・板厚: 0.003 mm
-
・作品種類: -
加工工程
放電加工によるパンチ製作
CAD/CAM
プログラム
パンチング加工
アピールポイント
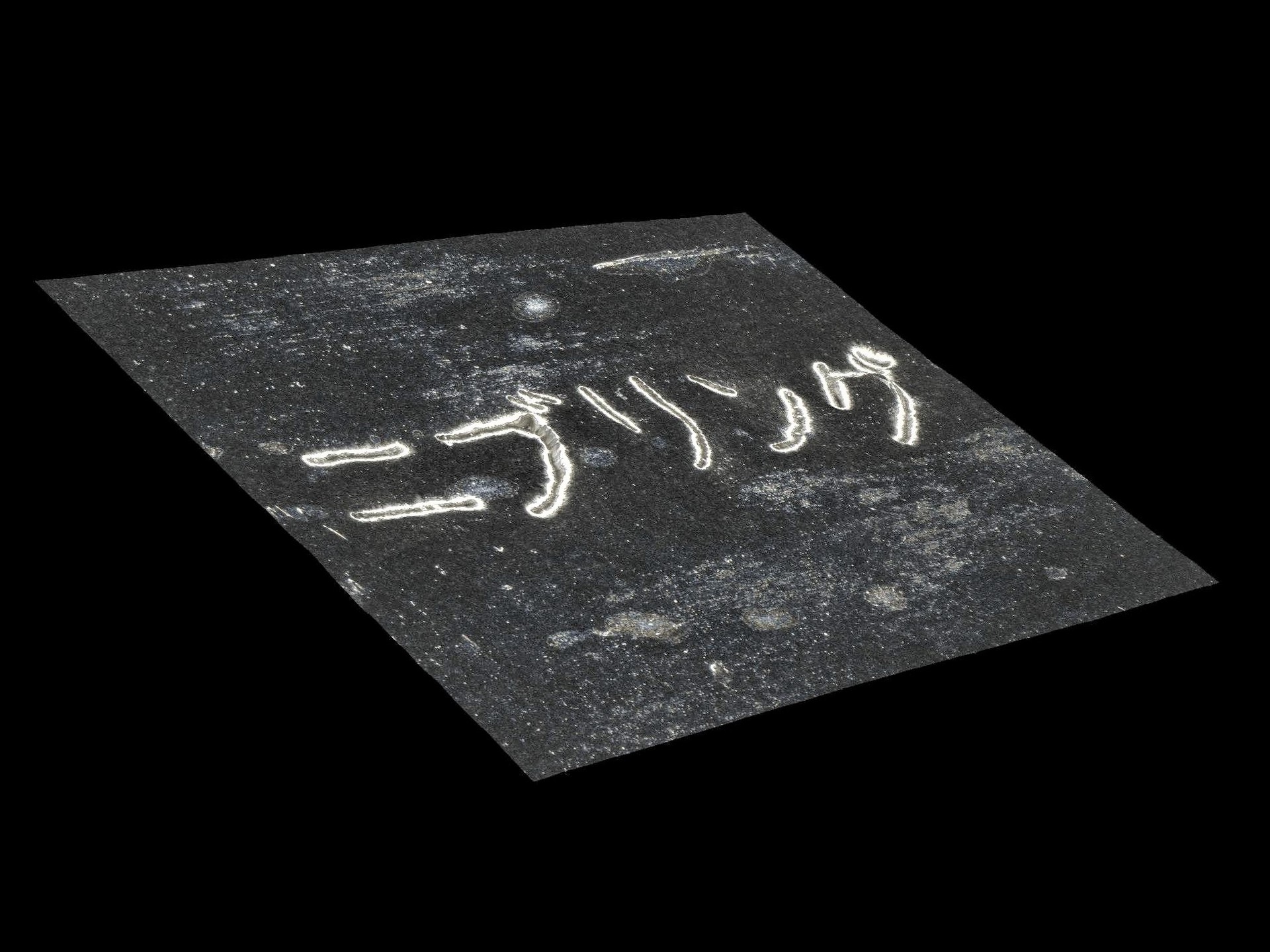
直径0.01mm以下の極小径のパンチを用いた丸穴の打抜き加工の実験を行なっているうち,これにより過去に例のない微小寸法のニブリング(追い抜き)加工が可能であることに気付きました.実際に加工を試みた結果,肉眼ではほとんど確認できない「ニブリング」の文字列をステンレス鋼箔に加工することに成功しました.現在薄板の切抜きは主にレーザー加工で行われていますが,レーザー加工では困難な超微細加工が実現できました.なお,極小径のパンチを用いる場合,ダイの成形及びダイセットの作成が極めて困難なので,ダイを使用しないダイレス打抜きの技術を用いています.
作品テーマを選んだ理由: 超微細寸法のニブリング(追い抜き)加工が可能であることを示すため,金属箔に極小の文字列を加工することを試みました.
使用材料を決めた理由: 延性の高い材料は打抜きが容易ですが,穴形状が良くありませんでした.そこでステンレス鋼(SUS304)を選択しました.
最も重点を置いた点や箇所: ニブリング加工は前に打抜かれた穴と次に打抜く穴が重なり,良好な穴形状にならない場合がありました.そこでパンチ送り速度やパンチストロークを工夫しました.
最も苦労した点や箇所: まず放電加工による極小径のパンチの製作から始まるのですが,直径0.01mm以下のパンチの成形に苦労しました.また,そのパンチが折れないようなニブリング加工条件を求めることも時間がかかりました.
製作図面から実際に加工してみて気づいた点: 顕微鏡で観察しないと出来上がりが確認できないのですが,顕微鏡でみると加工前に想定していた以上にはっきり文字が加工されていることがわかりました.