ファイバーレーザ溶接システム「FLW-ENSIS」※2により、
工程統合と溶接品質の向上が実現できる
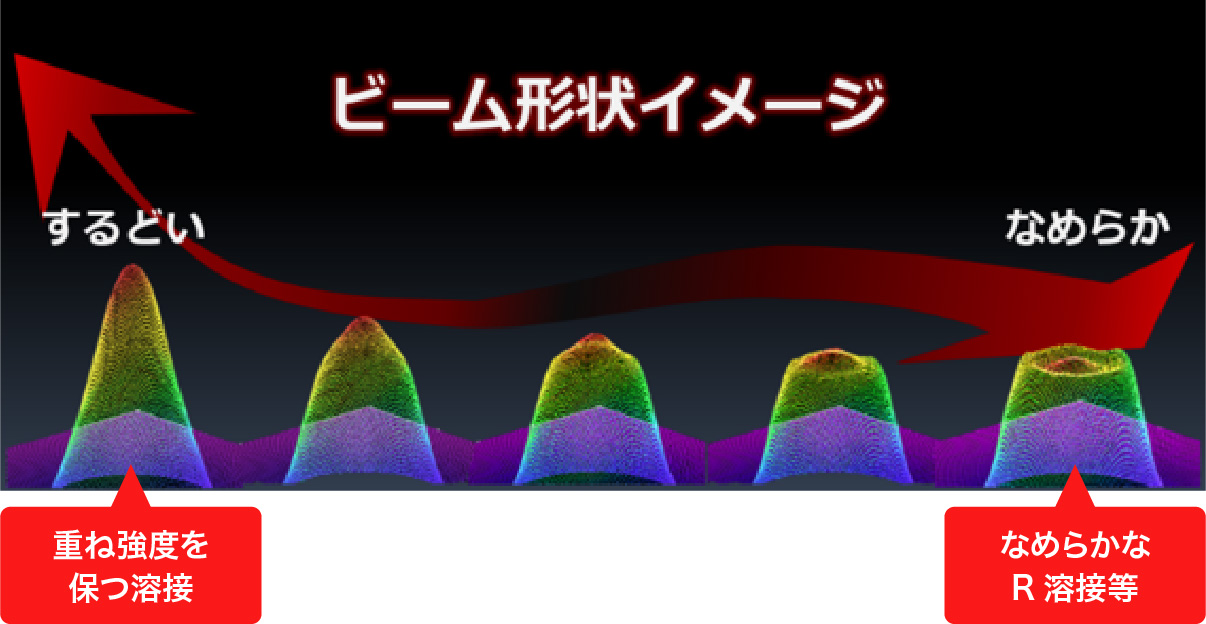
※2 自社製発振器に搭載された「ENSISテクノロジー(ビーム可変制御技術)」は、ビーム形状を段取りレスで無段階に変更できるアマダ独自の技術です。
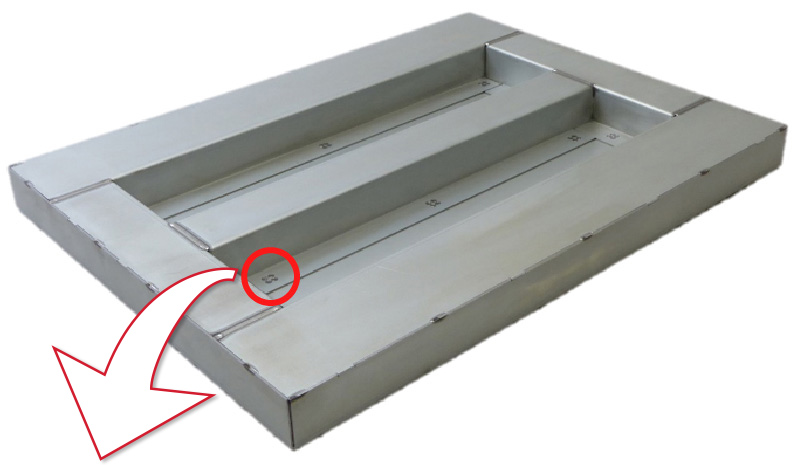
複数の溶接工程の統合を実現できる
溶接個所・用途に応じて、「ENSISテクノロジー」の最適なビームモードを選択することで、複数に分かれていた接合工程を、1工程に統合することができます。
重ね溶接の品質と強度を実現できる
「するどいビームモード」:ステイク溶接※1(レーザによる重ね溶接)を実現!
レーザを局所的に照射し、瞬時に材料を溶融することで、熱影響が少なくかつ強度を保つ溶接を実現します!

溶接個所の仕上げ工数を削減できる
「なめらかなビームモード」:なめらかなR溶接等を実現!
レーザを広範囲に照射し、R部分においてはなめらかな溶接が可能。高品位溶接で仕上げ工数を軽減します!
スポット溶接の置き換えに充分な強度を確保できる
スポット溶接では、分流による強度不足と品質の確保が課題ですが、ウイービングスポット機能により、それらを解消します。
ウイービングスポット機能は、光学系を回転させることで、円形状に溶接することができます。
分流がないため、近距離にて複数打点の接合が可能です。打点数を多くすることで、1個所あたりの強度が向上します。
【溶接個所( 表・裏) の状況】
※表面への熱影響は板厚や加工条件により異なります。
製品表面
熱影響が非常に少ないため、
意匠面の溶接痕を抑えられる

製品裏面
溶接を行った側の溶接痕
【強度試験の結果】
※強度については板厚や加工条件により異なります。

JIS A級せん断荷重をクリア!
強度試験時にボタン剥がれとなった。